Material Recovery Facilities, or MRFs, are the backbone of recycling operations around the world. But where do MRFs come from?
We had come to a facility in sunny San Diego, in the shadow of the border wall between the US and Mexico, to find out. Our facility tour of the CP Group took place as part of Resource Recycling, Inc.’s Plastics Recycling Conference on February 23.
CP Group is a leading supplier of equipment for MRFs in the US, with clients like Republic, Waste Management and Circular Services. The San Diego shop manufactures all MRF equipment, including conveyors, auger screens, OCC screens, glass breaker screens, 2D/3D screens, air separators, MSS optical sorters, bunker silos and baler feed conveyors. Third party equipment such as shredders, magnets, eddy-current separators and balers are integrated into the turnkey system design.

The company does more than $100 million in annual revenue, said Ashley Davis, Director of Sales and Marketing. Davis is a third-generation employee. Her grandfather Charles M. Davis founded CP Group in 1954.
Fourteen of the top fifty MRFS in the U.S. use CP Group products, according to Davis.
As we made our way into the company’s 500,000-square foot facility, big yellow gantries moved overhead. A faint aroma of cut metal hung in the air. On our first stop, plant tour guide Mike Whitney pointed out the stations where 6,000- and 12,000-watt lasers were used to cut sheet metal. The slabs of steel would soon find their way into parts for conveyor belts and platforms, he explained.

Next was a 100-horsepower waterjet, which can be used to cut just about anything up to 8 inches thick, followed by a stop at.the welding area, where workers were busy soldering, sparks flying. A robotic welder sat at the ready, later to be used to fashion anti-wrap screen rotors, Whitney said.
The paint booth and the machine shop were the next stops, the latter filled with lathes and mills. In the certified panel shop, electrical engineers were hard at work on electronics for the MRF components.
In the sun-drenched staging yard, brightly painted, finished sections of MRF equipment were waiting to be shipped to customers.
“Each MRF takes 100 to 130 flatbed trucks to ship out,” said Richard Coupland, SVP of Strategy and Growth for CP Group. “You start with raw sheet steel at one end and end up with something that a customer would pay for on the other end.”
All individual machinery components are assembled and tested at the CP shop. Once they arrive on site, they are installed alongside the complete steel package (support structures, walkways, stairs, etc).
Whitney added that the company had recently filled two big orders and was working on three more. Davis noted those customers are diverse, including single-stream recyclers, plastic recyclers, scrap recyclers and other applications. Highlighting CP’s long history in the industry, Davis added that the company is known for inventing the world’s first aluminum can flattener. In fact, the CP stands for can pack.
Today, the company designs and builds everything on site in San Diego, employing 50 engineers. Some of its recent innovations include auger screens that help MRFs more efficiently sort recyclables and sorting technology that uses air jets and artificial intelligence (AI).

“AI has come a long way,” said Felix Hottenstein, Sales Director of MSS, a division of CP Group. The company’s AI technology now enables plant operators to run conveyor belts at the same speed as conventional near-infrared (NIR) sorters, but with some advantages. While a primary NIR sorter is still required for polymer validation (PET, PE, PP, etc.), by using a secondary AI-based QC sorter the company is able to sort food-grade from non-food grade plastics, distinguish white from clear PET, and sort black plastics off a black belt, Hottenstein said.
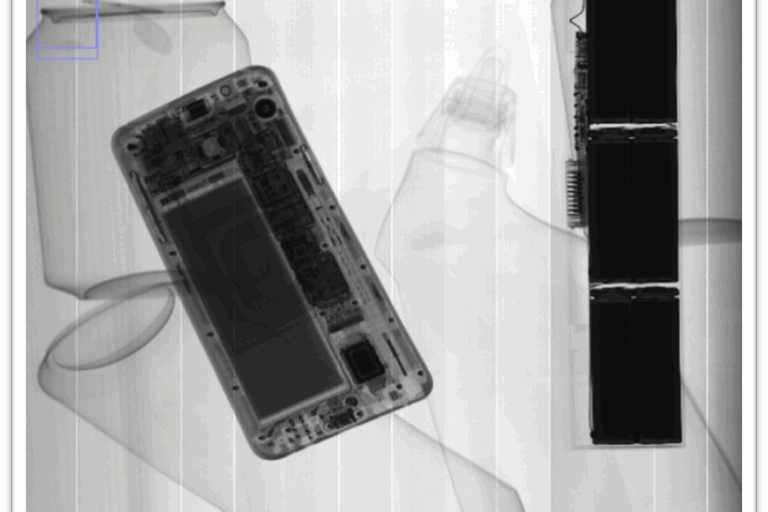
A new technology coming soon that Davis teased is a system that uses x-rays to identify batteries inside materials in the waste stream and then to automatically extract those batteries without the need of human hands.
Nicole Flaherty, who works on sustainability and recycling for Nestle, said she enjoyed taking the tour. “Visiting CP Group provided valuable insight into material recovery operations and the engineering behind modern sorting systems,” said Flaherty. “The experience strengthened my understanding of recycling infrastructure, which helps me make more informed decisions in sustainable sourcing.”
Kat Doerr, the CEO and founder of Goldfinch, also enjoyed the tour. “It was very interesting to learn that CP Group is actively designing and testing new equipment for tackling the new challenges facing MRFs today and tomorrow,” she said. Goldfinch is a waste to value consultancy, trading shop and developer.
“We don’t just build equipment,” Davis added. “We have an owned and operated MRF that has helped us innovate our equipment to be long lasting and maintenance friendly.”

That MRF was once an important part of San Diego’s waste processing stream, but has since been largely overtaken by newer, larger facilities, Coupland said. “Now we use it as a proving ground.”
This article was originally published on March 25, 2026, in Resource Recycling.